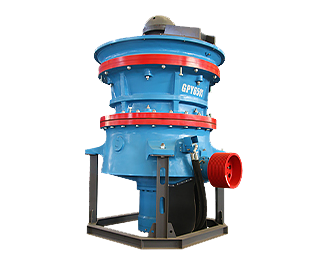
多缸圆锥破碎机用于铁矿石加工,主要作用有哪些?
多缸圆锥破碎机是铁矿石中细碎环节的核心优选设备,核心作用覆盖高硬物料破碎、成品粒形优化、生产效率提效、运营成本降本四大维度,实测可带来15%以上的综合生产效益提升。

1. 高硬度铁矿石高效破碎:多缸圆锥破碎机采用层压破碎原理,破碎比可达1:5以上,最大进料粒度可达353mm,可轻松应对莫氏硬度7-8级的赤铁矿等硬岩,将大块铁矿石直接破碎至10-25mm的理想粒度,适配后续选矿、磨矿工艺要求。
2. 优化成品粒形提升后续环节效率:破碎后成品料立方体颗粒占比超过80%,针片状含量低于10%,均匀的粒形可提升选矿精度与回收率,还能降低后续磨矿工序的能耗。
3. 提升全生产线处理能力:多缸结构+液压系统设计,设备可长时间连续稳定运行,单台最大处理能力可达1100t/h,国内南阳某铁矿生产线应用后单台处理量同比提升35%,搭配三级破碎工艺可实现年处理量2000万吨的产能规模。
4. 降低综合运营成本:首先单位产量能耗降低18%左右,符合节能减排要求;其次液压过铁保护功能可减少设备损坏风险,高锰钢耐磨件破碎高硬度铁矿石时使用寿命可达3000小时以上,自动清腔系统可将维护时间缩短60%以上,整体运维成本大幅下降。
| 对比维度 | 多缸圆锥破碎机 | 传统圆锥破碎机 | 核心优势差值 | |
| 最大处理能力 | 1100t/h | 最高500t/h | 处理量提升120% |
| 成品立方体占比 | 成品立方体占比 | ≤55% | 粒形合格率提升45%以上 |
| 吨矿电耗 | 较基准低18% | 行业基准值 | 能耗降低18% |
| 易损件使用寿命 | 3000小时+ | 1200小时左右 | 耐磨寿命提升150% |
| 故障停机时间 | 较基准低60% | 行业基准值 | 运维效率提升1.5倍 |
以上数据为铁矿石加工场景下的平均实测值,实际效能会受铁矿石硬度、湿度、进料均匀度、操作参数设置等因素影响。

应用注意事项
多缸圆锥破碎机通常作为二级或三级破碎设备使用,建议搭配颚式破碎机做粗碎、单缸圆锥破碎机做中碎,形成三级破碎工艺,可最大化发挥效能。
需根据铁矿石的实际物理特性调整排料口大小、运行压力等参数,定期检查液压系统油位、耐磨件磨损情况,以长期保持最优破碎效果。